非真空感应炉熔炼镍基合金的工艺实践
2017-03-03 22:03:13 来源: 点击:
摘要:镍基合金一般需要在真空炉内冶炼,非真空中频炉冶炼困难,本文通过利用优化工艺方案、增加氩气保护辅助措施等方法,实现了用非真空中频炉熔炼,精密铸造镍基高温合金产品
关键词:镍基合金 非真空中频炉 工艺优化 氩气保护
前言
镍基合金是在高温下有较高的强度与一定的抗氧化腐蚀能力等综合性能的一类合金,具有抗疲劳、抗热疲劳、热膨胀系数低,弹性模量高以及比重小的综合性能,是高温合金中应用最广、高温强度最高的一类合金,在航天、能源、石油化工等工业的发展中起着举足轻重的作用[1]。
2009年底,我公司接到客户订单,生产镍基合金材质产品。该材质类似美国哈氏合金,由于成分原因,该类材质易于吸气,非真空方式冶炼难以控制;更为了获得更好的热塑性,该合金通常采用真空感应炉熔炼,甚至用真空感应冶炼加真空自耗炉或电渣炉重熔方式进行生产[2]。铸造生产过程中通常用真空感应炉熔炼母合金保证成分与控制气体与杂质含量,并用真空重熔-精密铸造法制成零件。但是目前国内大部分的精铸厂家不具备这样的设备能力,我公司面临相同的问题,为满足客户要求,提升公司技术能力,决定采用现有的非真空中频炉设备试制该批产品。其产品结构见图1,镍基合金材质成分见表1
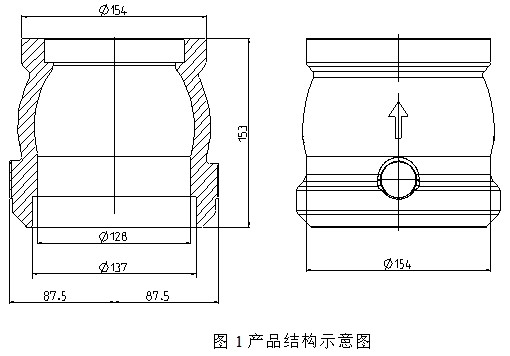
表1 镍基合金成分表
1、原铸造方案及结果
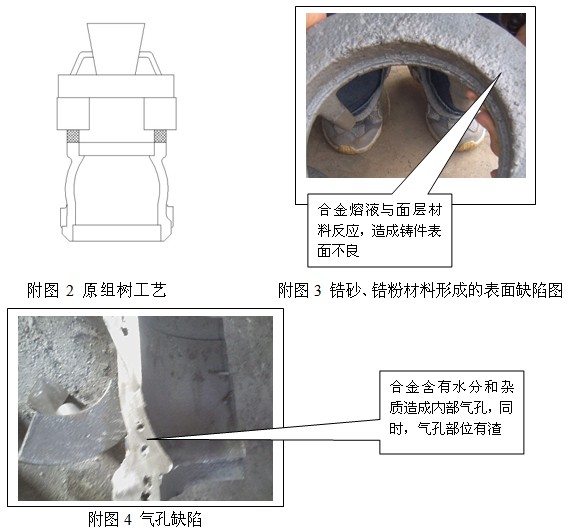
由于该产品的其它材质,如1.4581、1.4408等,我们公司之前做过很多,工艺很成熟,铸件内外质量都完全合格,因此我们按照铸造一般不锈钢材质的工艺进行,具体的蜡模制作、制壳、脱蜡和焙烧浇注等过程在此不做介绍,具体组树示意图如附图2,产生问题的图片如附图3、4:
2、原方案存在的问题及原因分析
1) 表面质量不好,在前期的试制过程中,我公司采用锆砂、锆粉制作面层以及过渡层,结果生产出的铸件表面缺陷严重,出现了麻坑、粘砂等现象。分析后发现,产生缺陷的原因是锆砂、锆粉的耐火度达不到要求,具体情况见附图3。
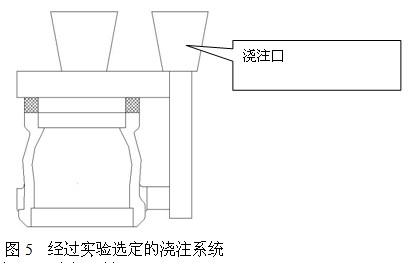
2) 内部质量不好,我们在生产中采用电解镍、金属铬、金属钼等原材料配料生产。按照普通不锈钢生产方式进行常规配料生产,结果浇注出的产品表面以及内部存在严重的气孔缺陷,其缺陷情状如图4所示。经过分析和研究,我们发现原材料含有杂质以及水分,在熔炼过程中夹杂在合金熔液中,产生气孔,造成产品表面以及内部缺陷。
3) 合金流动性差,存在夹渣气孔等缺陷,试制过程中采用的直接从顶部进行浇注的工艺,合金熔液对型壳冲击较大,容易形成夹砂、夹渣,也容易卷入气体形成气孔。
4) 熔炼过程中易氧化
3、解决方案
在查阅大量资料并请教国内有关精密铸造行业老专家后,我们对生产工艺进行了改善
1) 重新设计浇注方案
浇注系统设计是否合理,直接影响到铸件的质量,因为浇注系统既是钢水充型的通道,也是铸件补缩系统[4]。因此,浇注系统的设计除考虑合金的流动性外还要在凝固过程中,对铸件起到补缩作用。由于该产品为承压产品,后期要进行气密性实验,不允许有夹渣、缩孔、缩松等缺陷。经过多种工艺方案的对比,我们最终采用底注式浇注系统,该浇注系统能够平稳充型,避免二次氧化,同时具有挡杂能力。经设计后的浇注系统见图5
2) 更换面层耐火材料
优质的型壳是保证获得高质量铸件的必要条件。其要求有高强度、高抗变形能力、良好的透气性和导热性。高的热振稳定性和化学稳定性[3]。镍基合金材质熔点较高,为避免合金熔液在高温下与面层材料发生反应造成表面缺陷,必须采用耐火度高的面层、过渡层材料。经过综合对比选材,最后采用的是刚玉砂、刚玉粉。其余生产过程按照一般硅溶胶精密铸造工艺制作。
3)浇注前对炉料进行处理
针对原材料中含有水分以及杂质问题,我们的解决措施为在熔炼前对原材料进行烘干处理,将原材料中的水分去除。要求将炉料提前装炉,炉温700度左右,保温4~5h,取出后直接加入熔炼炉进行熔炼。
4)熔炼浇注过程控制
采用非真空中频炉生产镍基合金,主要需要解决气孔、夹渣、氧化等问题。镍基合金由于成分的特殊性造成合金熔液密度大、流动性低、合金熔液中的夹杂物不易上浮,残留在熔液中形成夹渣。为解决此问题,在生产镍基合金材质时应尽量采用刚烘烤完成的新炉体以保证合金成分和减少渣的形成,为保证合金熔液的纯净度,在熔炼开始前采用钙铝复合渣造底渣。
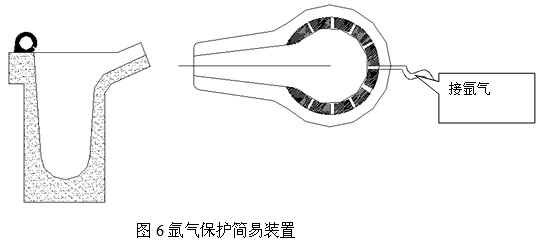
另外,普通非真空电炉在熔炼镍基合金时,高温液态金属会从空气中吸气,造成夹杂和气孔等铸造缺陷。为此,我们采用惰性气体覆盖熔炼合金的表面,将空气和熔炼合金隔开,防止合金液吸气,这样不但利于防止金属元素氧化烧损,从而提高合金的冶金质量和铸件质量[5]。
我们制作了一个吹氩气的简易装置,如下图所示
4 铸件清理和整修
浇注完成后,按照精铸正常清理和精整流程对铸件进行清理,加工。经过上述过程修正和改进,我们制作的镍基合金铸件的成品照片如下(附图7 改进后铸件照片)

5 结论
用普通非真空熔炼炉,通过合适的浇注系统设计、采用高耐火度的制壳材料、惰性气体保护熔炼过程等措施,能够熔炼铸造合格的镍基合金的产品(不含Al、Ti等易氧化成分),经过统计,该产品的合格率达到95%,完全能够满足产品技术要求。
参考文献
[1] W.Betteridge, J.Heslop, The Nimonic Alloys,2nd ed.,Edward Arnold,London,1974.
[2] C.T.Sims, W.C.Hagel,The Superalloys,John Wiley & Sons,New York,1972.
[3]、[4] 、[5] 实用熔模铸造技术 姜不居 等 沈阳 辽宁科学技术出版社 2008.3