精密锁件精铸与冲剪结合工艺的尝试
2017-03-03 22:03:11 来源: 点击:
汕头彩富精铸有限公司 杨日升 廖敏
摘要 针对精密锁件尺寸公差要求高,熔模铸造铸件难达到图纸精度要求,采用精铸工艺控制与冲剪等机加工相结合的方式,保证精密锁件尺寸公差要求。
关键字:精密锁件 锁栓 熔模铸造 尺寸公差 工艺控制 冲剪
熔模铸造工艺,虽然能够生产出精密度较高的铸件,但在生产精密锁件时,常常会遇到很大的困难,因为精密锁件尺寸公差要求更高,同时须满足各种装配功能。近年来,公司接受国外客户的一些精密锁件的开发生产,刚开始时,我们只是单独依靠熔模铸造工艺,采用前工序控制模具和蜡件尺寸,后工序对铸件进行修磨,整形的方式,结果总是存在这样或那样的质量问题,如铸件尖角浇不满,变形大,尺寸不稳定和尺寸偏差较大等,生产出来的锁件很难达到客户的使用要求,最终导致开发失败,不仅给公司造成了经济损失,同时也影响了公司的声誉。
经过失败的教训后,我们开始转换思维模式,针对精密锁件的功能特点及尺寸公差要求,我们采用了精铸与冲剪相结合的工艺,从而保证了精密锁件的尺寸公差要求,取得了较好的效果。下面以精密锁件,锁栓09-3450N(79769)为例,探讨精铸工艺和冲剪工艺相结合的生产方法。
经过失败的教训后,我们开始转换思维模式,针对精密锁件的功能特点及尺寸公差要求,我们采用了精铸与冲剪相结合的工艺,从而保证了精密锁件的尺寸公差要求,取得了较好的效果。下面以精密锁件,锁栓09-3450N(79769)为例,探讨精铸工艺和冲剪工艺相结合的生产方法。
1 锁栓09-3450N(79769)的功能结构和重点尺寸公差要求
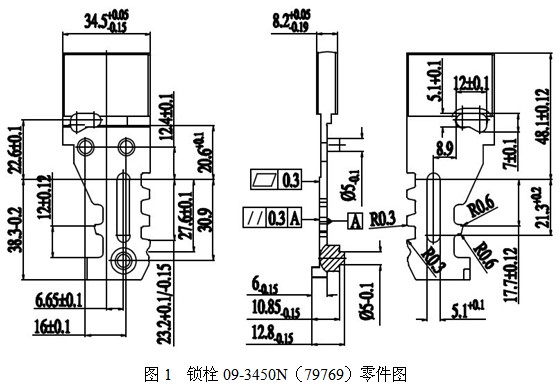
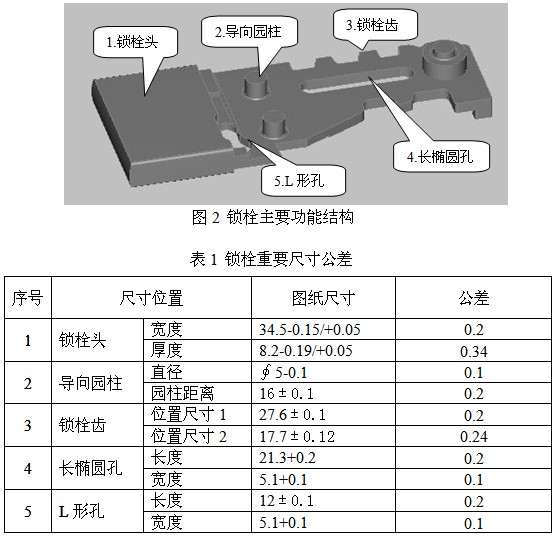
图1所示为锁栓09-3450N(79769),锁栓成品重86克,材质304,表面处理为电解。锁栓总长86.4mm,宽度34.5mm,,锁栓头处壁厚8.2mm,齿板处壁厚3mm,最小壁厚2.5mm。锁栓主要功能结构可分为:锁栓头、导向园柱、锁栓齿、长椭圆孔和L形孔(见图2)。铸件一般尺寸公差按德国VDG P 690 D2和ISO 8015标准,重要尺寸公差见表1。
2 原精铸锁栓存在的主要质量问题
从图1锁栓09-3450N(79769)零件图中不难看出,锁栓齿、长椭圆孔和L形孔是锁栓的几个重要功能结构,尺寸公差要求很高,有些已超出熔模铸造工艺所能达到的精度。完全采用精铸工艺制作锁栓时,主要存在如下质量问题:
2.1 锁栓齿
(1)齿尖浇不满,缺料,园角大。
(2)齿形尺寸和位置尺寸超出图纸要求。
(3)齿板变形,平面度超出图纸要求。
2.2 长椭圆孔
(1)孔变形,孔胀开或收拢,两侧不平行。
(2)长度和宽度尺寸超差。
(3)孔园弧中心位置尺寸超差。
2.3 L形孔
(1)孔变形,孔园弧失园,有椭圆。
(2)长度和宽度尺寸超差。
(3)位置尺寸超差。
3 冲剪工艺
冲剪工艺主要用于薄壁板材的冲剪加工,冲剪件的尺寸精度相对精铸件要高,尺寸公差一般可控制在IT8~IT10左右,所用的设备为冲剪模和冲床。
3.1 冲剪工艺的应用
为解决锁栓齿尖浇不满,缺料,园角大,孔变形和尺寸超差问题,我们偿试用冲剪工艺来保证这几个部位的尺寸。从锁栓的结构来看,锁栓头为长34.5mm×厚8.2mm的方块结构,锁栓齿、长椭圆孔和L形孔处为2.5mm和3mm厚的薄板结构,可满足冲剪工艺对板材的厚度要求。故制定冲剪方案如下:
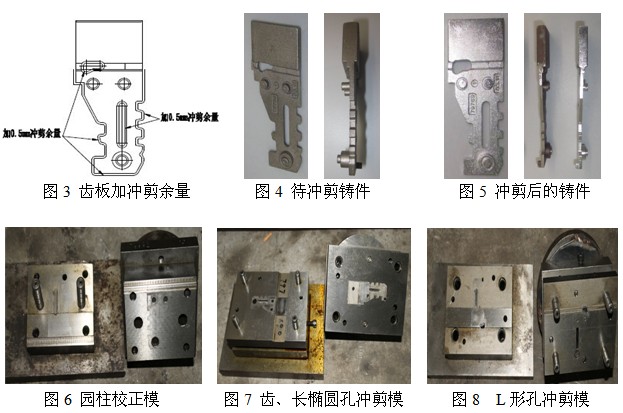
(1)将锁栓齿板外侧、长椭圆孔和L形孔内侧单边增加0.5mm冲剪余量(见图3和图4)。
(2)采用精冲模,保证冲剪后的尺寸精度和冲剪边的粗糙度,冲压设备用40吨冲床。
(3)用园柱校正模(见图6)先将3个直径∮5导向园柱进行校正,保证园柱距离尺寸。
(4)以3个园柱为冲剪定位基准,用齿、长椭圆孔冲剪模(见图7)将齿板外侧,锁栓齿,长椭圆孔一次冲剪出来。
(5)以3个园柱和长椭圆孔为定位基准,用L形孔冲剪模(见图8)将L形孔冲剪出来。
3.2 冲剪效果及需注意的问题
经过批量生产验证,冲剪后的锁栓,尺寸精度均能达到图纸要求,尺寸比较稳定,生产效率也比较高。图5为冲剪过的锁栓09-3450N(79769)。
需注意的问题是:
(1)冲剪定位园柱直径和园柱距离一定要准确,此影响各位置尺寸精度。
(2)铸件比板型材要硬一些,冲模磨损较快。
(3)锁栓齿板与下模接触处有小的冲剪园角。
(4)冲剪断口边有锐边和批锋,需增加去除批锋工序。
(5)冲剪后的齿板平面有少许变形,部分需要重新整形。
(6)增加冲剪模具费约11000元和冲剪加工费1.5元/支左右。
4 结论
对于尺寸公差要求高的薄壁结构精密锁件,采用精铸与冲剪相结合的工艺方式,是一种不错的选择,它既利用了精铸工艺能够生产结构比较复杂的铸件优势,又利用了冲剪工艺的特点,解决了的精铸锁件尖角浇不满,缺料,变形,尺寸不稳定,达不到的图纸尺寸精度等缺陷,使产品能够正常生产出来,满足了客户的要求。
同时,我们也要看到,并不是每种精密锁件都适用于冲剪,它也有一定的局限性,要求锁件结构是薄板结构,厚度最好在3mm以内。另需增加冲剪模和冲剪加工费等,成本较高。
参考文献
⑴ 曹作人,车工技师手册,宇航出版社,1991
⑵ 普通全钢冲模的冲压精度分析,网络搜索