关于CN7M 材质熔炼工艺特点及实践体会
2017-03-03 22:03:51 来源: 点击:
冯振川
(石家庄大成冀台机械有限公司)
摘要:CN7M属高镍、铬、铜合金,具有易吸气等特点,用真空感应炉熔炼效果较好。但由于真空感应炉熔炼操作复杂, 成本高。目下只有非真空感应炉,怎么办?按常规熔炼不锈钢工艺方法,力学性能,金相常常不合格;有时,还会出现裂纹现象;裂纹,氩弧焊还不好焊住。通过现场摸索实践,找到一种利用非真空中频感应炉,也能浇注出满足顾客要求合格铸件。
关键词:CN7M 力学性能 裂纹 金相 吹氩气
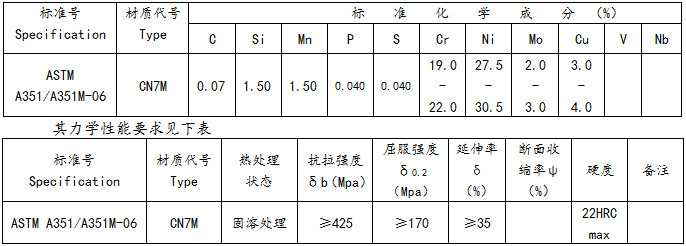
CN7M 材质成分:见下表
问题现状:该材质,力学性能中的抗拉强度常常<425;铸件有时会出现裂纹,而且金相还不合格。见图片:常常出现整炉报废情况。
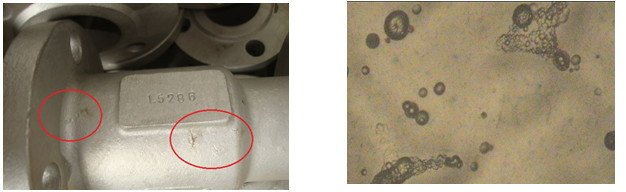
组织为单一奥氏体,基体上有大量泡状碳化物聚集物析出,据JST-41标准,金相组织不合格。
经过数次试验,现在找到一种非真空感应炉熔炼工艺。
试验方案及步骤:
1、 炉前准备及装炉:第一炉熔炼其它合金, 第二炉后熔炼镍、铜合金。配料:回炉料在50-60%,最多不超过80%,钢料最少不低于20%。,不推荐对主要合金材料作2-3次重熔,多次重熔合金的各方面性能会降低。)注意炉料和合金料必须干燥、干净,无杂质和模壳材料等。加料顺序:先加碎小或密实模头料块再加成形钢料,便于快速熔化,然后视回炉料形状添加,注意防止搭桥。电解铜与镍板、钼相互间先加入坩埚,铬铁要在基本熔化完后加入,以减少氧化烧损。

2、通氩气熔化:热炉,开始通电2-3分钟内供给60%的功率,待电流冲击稳定后,逐渐将功率增至最大值。吹氩气流量为:2.5-3.0m3/h。

2、 预脱氧:炉料全部熔清后,钢液表面加入除渣剂覆盖。当温度达到1600℃左右时,加入Mn铁,1.5分钟后再加入硅铁脱氧(脱氧过程要有除渣剂覆盖),然后扒渣取炉前样。

3、 调整成份:根据炉前分析结果,调整化学成分。


5、二次脱氧:加入0.1-0.2%的钙硅(复合脱氧剂更佳)进行脱氧(注意整个脱氧过程要有除渣剂覆盖)。

6、镇静除渣:钢水升温至1660℃左右,停止电力使钢水静置到出钢工艺温度,渣子上浮除去浮渣(注意整个过程要有除渣剂覆盖)。必要时,二次镇静;将钢水温度升到超出钢温度30-50度,停止电力使钢水静止约1.5分钟。

7、测温、扒渣出钢浇注:
测量钢水温度达到要求的出钢温度后,除去浮渣和钢液表面的除渣剂,将电炉电力调整至25-30%,以保持炉内钢液的温度,准备出钢。

注意:对所有的入炉料均需烘烤,电解铜经500-550℃预热去除污物及水分, 特别是镍板必须经800℃高温去氢,严格控制合金化学成分,准确配料;严禁电解铜补加;熔炼及出炉时间<70分钟。从开始熔化到浇注要求都在氩气保护下进行,在炉口加盖造成氩气保护气氛,以避免金属液和大气接触。氩气不要直接吹在合金液面上。
热处理:固溶处理,温度1175±25℃ 保温时间根据壁厚来定;快冷。
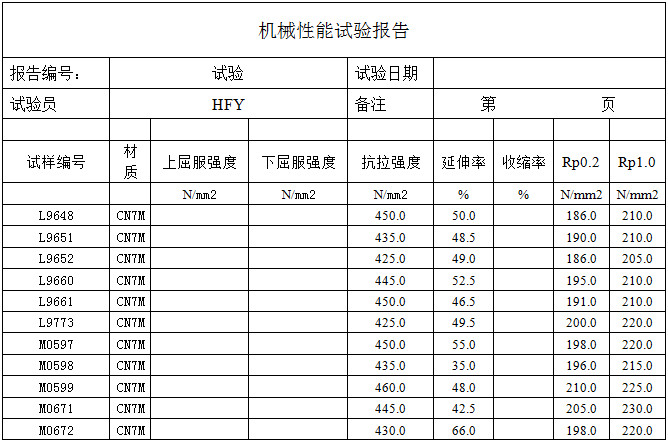
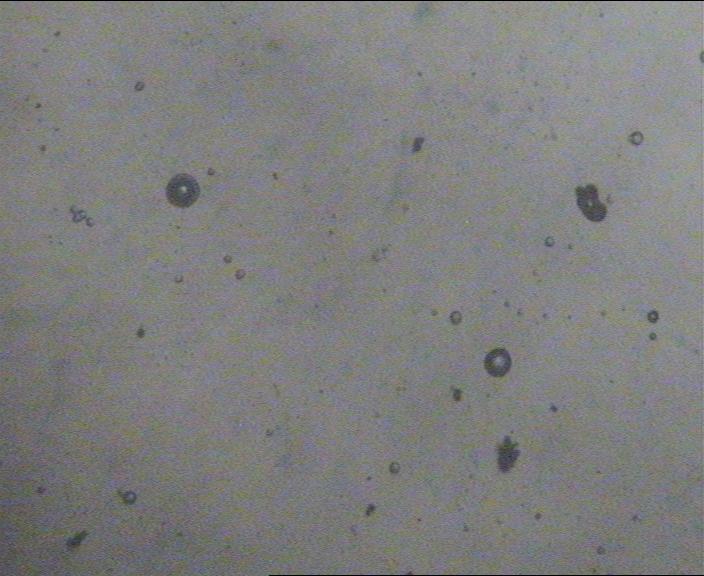
结果:各项指标均合格。附报告及金相图片。
结语:按此方法,熔炼CN7M材质的产品,表面质量、力学性能、金相均满足客户要求。
参考文献:1、中国铸造协会合编《熔模铸造手册》
2、JST-41 Rev 17 090210
作者简介:冯振川,男,1966年出生,工程师,石家庄大成冀台机械有限公司,
石家庄经济技术开发区丰产路26号(052165),电话:13803212438 E-mail:fengzc@tachen.com.cn