三臂、四臂制壳机械手在精铸生产中的应用
2017-03-03 22:03:51 来源: 点击:
东营市东胜铸业有限责任公司 卞学顺
精密铸造制壳工序现场环境差、劳动强度大、效率低、产品的一致性难以控制,对一线操作工人的操作技能要求高。
为解决精密铸造产品生产企业存在的上述问题,加快生产机械化、自动化,我公司响应本行业的需求,经过长期的现场调查、市场调研,于2011年11月11日研制出第一台转盘式三臂制壳机械手。为了适应更多客户需求,我们一直在做优化设计和优化改进。三臂制壳机械手具有模壳装卸方便、沾浆淋砂均匀性好。改善操作者的工作环境,减轻工人的劳动强度,也大大提高生产效率。
一、简介
转盘式三臂制壳机械手由机械部分和电气部分组成。
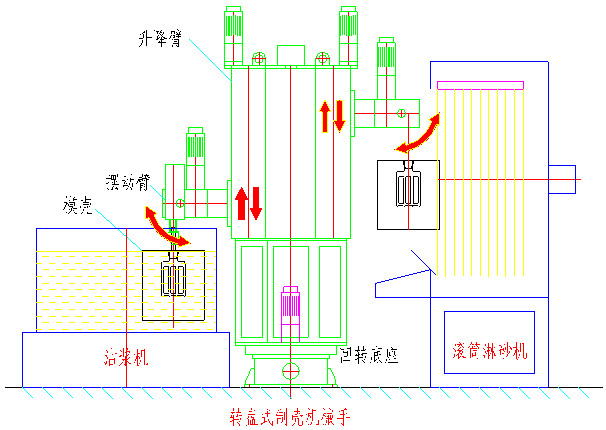
机械部分:回转底座上装有三个臂,回转底座可以连继旋转,每个臂都具用升降、摆动、自转功能。从而实现模壳的摘挂、沾浆、淋砂的动作。
电气部分:通过可编程控制器(PLC)和触摸屏控制驱动器,由伺服系统带动转盘的旋转、每个臂的升降、每个臂的摆动、及每个模壳的自转。分别自动进行沾浆、淋砂动作。
二、功能详述
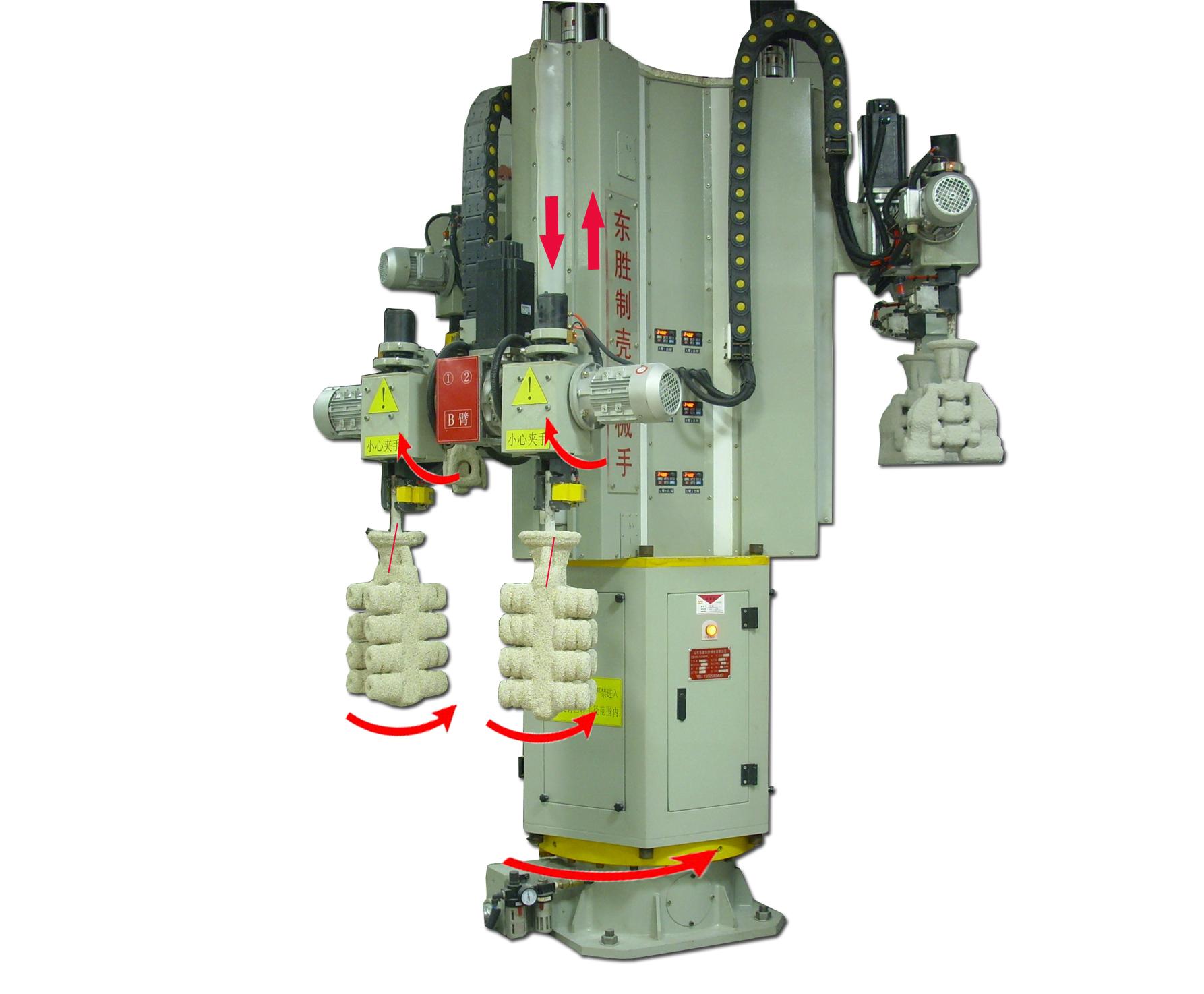
1、本制壳机械手采用数控伺服系统驱动。通过滚珠丝杠旋转带动制壳臂升降,通过蜗轮减速机转动带动臂摆动,同时配合模壳自转,完成各种制壳动作。
2、在三个臂完成各自的动作后,转盘每旋转1/3圈,即完成2个模壳沾浆、淋砂操作。转盘旋转一周即完成6个模壳的单层制壳操作。
3、每个工位的摘挂、沾浆、淋砂动作参数可通过触摸屏进行设置修改,还可对不同模壳设置的动作参数程序进行保存,以备下次生产同样产品时调用。
4、模壳只需手工挂到制壳机械手夹具部位,夹紧、沾浆、淋砂全由制壳机械手自动完成。人工只需配合装卸模壳。此种制壳机械手可与所有结构形式的干燥线配合使用,适用范围广。
三、标准机械手技术参数
使用电源 380V 50Hz
装机功率为 5kW
回转半径(带模壳) R1660mm
回转半径(无模壳) R1000mm
总重量 2.8t。
工位数X模组数 3X2
每件模组的最大尺寸 Ø450X500mm
(此尺寸为标准尺寸,如做较大模壳需定制更大型号的机械手)
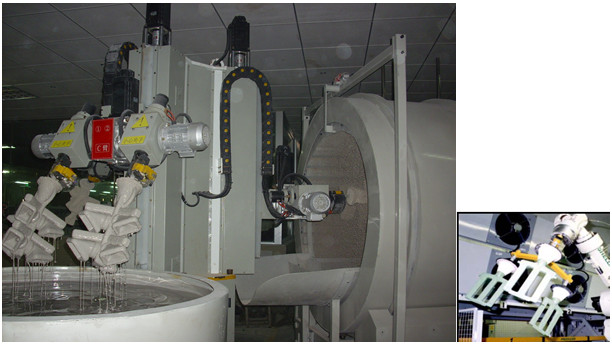
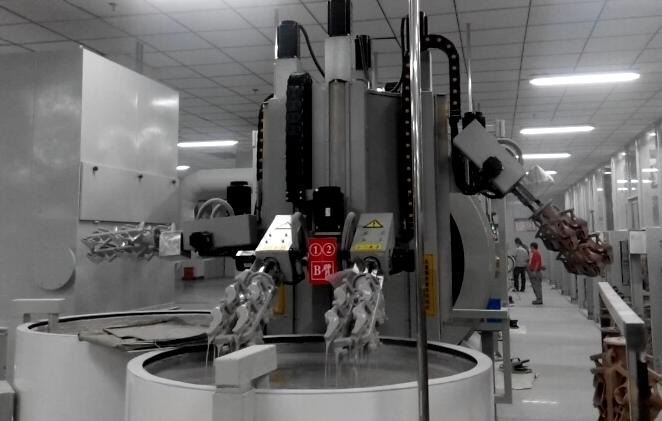
四、制壳机械手工作现场演示图

现场使用中的制壳机械手
五、与工业通用关节机器人制壳、手工制壳对比优势
1、转盘式三臂式制壳机械手,每个模壳可以单独自转,使浆料砂料涂挂更加均匀。关节机器人一次装夹一组模壳,在制壳时,只能一组模壳在同一工装上公转,每个模壳不能自转,较复杂模壳难以涂挂均匀。
2、关节机器人制壳时,摘挂、沾浆、淋砂必须顺序完成,耗时长。而我们的机械手特有的三臂结构,可在三臂上同步完成摘挂、沾浆、淋砂动作。所以关节机器人采用一次装夹一组多个模壳的方式,才能满足生产效率。
3、处理同样数量种类的模壳,采用转盘式三臂制壳机械手,场地使用空间比采用关节机器人制壳小。因为关节机器人自身体积大,与之配套的沾浆机淋砂机大,与之配套的干燥线只能上下排布两层,点地较大。
4、采用转盘式制壳机械手与手工制壳相比,工作效率可以提高至少2-3倍,也就是说制作同样数量模壳,可节省大量制壳人员。根据在客户厂家使用情况统计:每个班可制作1000件以上(背层)。
90%面层产品可以使用转盘式制壳机械手制壳(复杂产品面层制壳单臂制壳机器人也无法完成),对于背层制壳,转盘式制壳机械手都可以很好的完成。
5、采用转盘式制壳机械手制壳,产品一致性非常好(因为每种产品都是按同一动作完成制壳,杜绝了人为因素)。便于产品的工艺管理,使产品的浇注成品率提高。
六、四臂制壳机械手简介
为了进一步提高生产效率,我公司于2013年10月成功研制出四臂制壳机械手,由原三臂结构改为四臂结构,主机旋转一周即可完成8个模壳的制壳作业。因原三臂制壳机械手沾浆时间在三个工位中占用时间最长,所以改用四臂结构后把沾浆工位时间平均分成两个工位进行操作,沾浆时间即缩短一倍。另外,针对面层制壳时间较长、背层相对较短,同时使用三臂机械手存在时间不匹配的问题,我们的解决策略是:面层制壳使用四臂制壳机械手、背层制壳使用三臂制壳机械手。