大型精密铸件的熔模铸造工艺研制
2017-03-03 22:03:48 来源: 点击:
河北光德精密机械股份有限公司 李强
概述:熔模铸造又称失蜡铸造,是一种近净成形的先进工艺,能生产接近零件最终形状的精密复杂零件,少无加工余量。硅溶胶工艺精密铸造适合中小件(重量为0.05-30kg)的批量生产。我公司是硅溶胶工艺精密铸造,常规产品重量为0.3-5kg的精密铸件,最大能够生产35kg的产品。公司尝试采用专用的生产辅具进行重量在50kg以上的产品试制,取得了良好的效果。
关键词:大型铸件 精密铸造 专用辅具
1、产品介绍:该产品为船用换热器的封堵,材质为CF8M,重量57.2kg,整体壁厚8mm。原工艺为钢板冲压后成型后用板材管材焊接而成,生产效率较低,制造工艺复杂,成本较高,而且需要较高的探伤检测费用,且外观需要表面处理才能达到良好的粗糙度,尺寸精度不能满足使用的要求。采用精密铸造一体成型省去了昂贵的焊接费用,且达到尺寸精度要求,表面粗糙度达到Ra6.3以上,能够满足客户的使用要求。
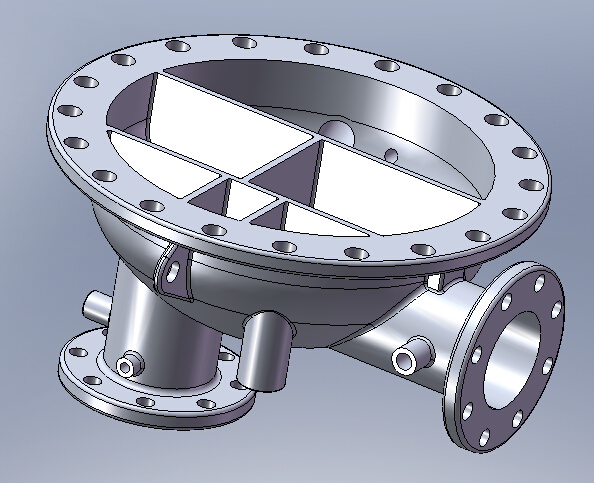
左图为产品的3D图片
2、试制过程
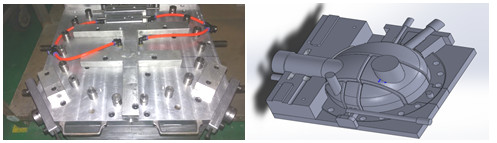
1)模具制作:模具采用整体成型,锻铝6061材料.模具尺寸约为:长×宽×高=650mm×650mm×420mm,上型芯采用气动方式取芯,模具外形见下图
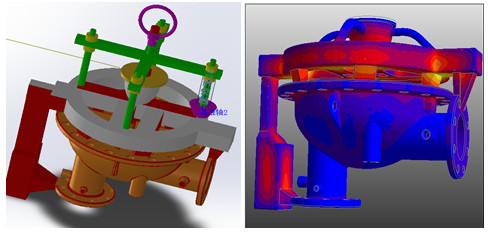
2)模组:射蜡采用20吨单工位射蜡机射蜡,射蜡温度52℃,射蜡压力3.5MPa,射蜡时间为20分钟,保压3分钟,采用射蜡机设备自带的电葫芦辅助启模,蜡模水冷。蜡件周转过程以及修型和组数均采用海绵踮起底部,组树时以组树支架支撑,使用粘接蜡粘接而成。模头上部采用四个辅助吊装平台加固,以增加整个模组的吊装强度。组树工艺示意图及工艺模拟见下图:
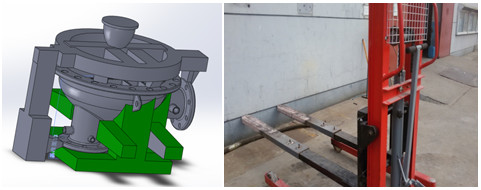
3)制壳:型壳为8层,分别为面层锆英砂,过渡层莫来砂50-100目背层莫来砂30-60目(一层)、莫来砂16-30目(重复五层),每层的干燥时间为24小时。其中在制壳的5层之后采用钢丝网进行型壳的加固。传统的制壳操作是采用人工直接粘浆,雨淋或者沸腾撒砂,但是由于产品较大,人工直接操作困难。针对该问题,我公司自行研制了可移动的制壳辅助小车进行浆料的涂挂,它可以升降调整高度、而且能够两个方向360度旋转,大大降低了工人的劳动强度。另外对于型壳内部的盲舱采用4层之后填干砂工艺,以避免内腔的干燥不良和解决清理工序的型壳清理的难度。干燥方式为定向干燥室悬挂干燥以利于型壳内腔的干燥。如下图:

脱蜡采用电热蒸汽脱蜡釜,每炉一件,脱蜡时间为15分钟。
4)型壳焙烧:型壳焙烧使用燃气焙烧炉,焙烧温度1120℃,焙烧时间1.5小时。由于型壳较重,使用传统的叉壳装炉和浇注不易实现,试制时我们设计了型壳焙烧工装(由50*50mm的钢板焊接而成),与型壳一同装炉以利于型壳的取放。装壳和出壳均采用手动叉车进行(叉车的齿部预先使用耐火棉将其包裹,避免高温受热变形),见下图:
5)浇注:浇注过程采用转包浇注,由于该产品整体壁厚只有8mm,为了保证金属也完全充满铸型,浇注温度为1680℃,快速浇注。浇注后铸件没有浇不足问题,浇注后铸件见下图

6)清理:后处理流程为正常的工艺流程——手工振壳→抛丸→切割→研磨→抛丸→焊修→热处理→抛丸→酸洗→抛丸→钝化→机加工→试压→检测→入库→包装。由于铸件较重,研磨工序实用自制的电葫芦辅助研磨,清理车间产品周转全部采用周转车周转。

3、总结:采用硅溶胶工艺精密铸造能够生产重量大于50kg的铸件,尺寸精度达到GB/T6414-1999的CT6级要求,表面粗糙度达到Ra6.3。制壳过程中采用专用辅具,型壳焙烧使用辅助工装,清理过程使用吊装工具,降低了工人劳动强度。焊接产品整体铸造减少了生产成本。该产品已经完成铸件的试生产,能够初步达到量产的要求。
参考文献:
1 姜不居 实用熔模铸造技术 辽宁科学技术出版社
2 姜不居 吕志刚 熔模铸造手册 北京:机械工业出版社
作者简介:李强,1979年出生,河北光德精密机械股份有限公司技术部工程师,电话13833745706 邮箱:gd_liqiang@163.com