精铸硅溶胶涂料工艺性能的控制
2017-03-03 22:03:46 来源: 点击:
无锡市江阴长江化工阀门厂 籍君豪
长期生产实践证实:“制壳”是影响精铸件质量的主要工序。型壳质量的优劣和稳定除与采用的原辅材料、制壳生产环境及操作者技术水平有关外,其决定性的因素是对“涂料工艺性能”的管理和控制。
精铸件常见的表面缺陷:毛刺、麻坑,结疤、流纹、飞翅、气孔、分层及型壳的质量事故——渗钢、漏钢、开裂、变形等均与涂料工艺性能的管理和控制缺失有关。
我国精铸业无论是有60年历史的传统水玻璃型壳或已近25年的硅溶胶型壳生产企业,至今未对涂料工艺性能实行有效的管理。绝大多数工厂仍只限于用一个“流杯粘度计”来控制涂料质量。虽然早在1985年国内就颁布了“熔模铸造涂料试验方法”的行业标准(JB4007-85及JBT4007-1999),但长期以来未能全面贯彻和执行。无疑,这正是我国精铸件质量稳定性差,返修率及废品率高,一次合格率低及质量事故频发的主要原因之一。
国外同行十分重视涂料质量的管理和控制,其铸件一次合格率达到85%-95%以上,而国内平均仅为50%-70%。涂料工艺性能的有效控制是保证型壳(铸件)质量提高和稳定的必要条件及关键因素。
二、涂料工艺性能的内容:
涂料工艺性能包括以下六项
(1)流动性 (2)覆盖性 (3)致密性 (4)稳定性 (5)均匀性
(6)悬浮性。生产现场必须检测和控制的主要项目有四项:覆盖性(涂料层的平均厚度δ ),流杯粘度(涂料的条件粘度ηΦ4),致密性(粉液n比或粉料在涂料中的体积浓度K%),稳定性(涂料的“老化”胶凝速度ρ液或ρ涂值的增大)。
三、涂料工艺性能间的关系:
1、定性关系
(1)涂料的流动性(L)主要与涂料内部的结构阻力屈服值Zy有关。其次还与涂料的条件粘度ηΦ4关联。屈服值Zy越高,涂料流动性越差(L值小)。在相同Zy时,粘度ηΦ4越大,流动性越低,反之ηΦ4小则流动性好(L值大)。【6】屈服值Zy大小与涂料平均厚度δ呈正比关系。【2】
涂层厚度δ主要决定于粉料中微粒(粒径小于0.2-10µm)的含量W0%(表五)。W0%含量越高,屈服值越大,相应δ值越厚,流动性L值就越小。
涂料的流动性(L)可由涂料平均厚度δ及粘度值ηΦ4两个指标决定。当δ值相同(在一定范围内)时,ηΦ4与L呈反比关系。由此可见,仅靠控制涂料粘度值ηΦ4不能代表其流动性高低,也不能保证δ值一致。
2、定量关系
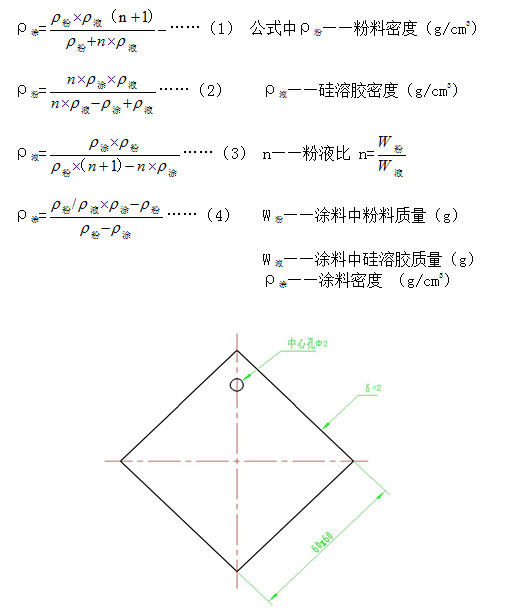
图一:[中孔处用铜丝吊起,S(表面积)=76.8cm2]
四、涂料工艺性能的测定方法:
1、覆盖性δ——
采用60*60*2(MM)不锈钢片(图一)(参考JB4007-85)浸入涂料10秒,取出后滴流60秒(涂片垂直于水平面)。称重(电子天平,称重1000g,d=0.01g)
式中G——涂料层质量(g) S——涂料层总表面积 ρ涂——涂料密度(g/cm3)
ρ涂可用100ML容量瓶(口径Φ20mm的钢铁元素分析用)测定。
新配涂料之ρ涂也可用公式(1)计算,与实测误差不大(≦1.3%)
2、粘度ηΦ4——
采用V=44ML,孔径Φ4.27美国詹氏4#流杯粘度计(也可用5#杯或6#中国标准流杯)。三种流杯值换算见表一。
表一
| ηΦ4 | 10 | 20 | 30 | 40 | 50 | 60 | 70 |
| ηΦ5 | 8 | 11 | 17 | 21 | 26 | 32 | 36 |
| ηΦ6 | 9 | 15 | 21 | 28 | 35 | 42 | 49 |
3、涂料流动性L可用“流动长度法”测定【6】(JB4007-85)流槽倾角为8°(硅溶胶涂料用)。滴入涂料容积1ML。生产现场可用测定δ及ηΦ4值来代表涂料流动性L,更方便和快捷。【3】
4、致密性(n或K%)
硅溶胶与常用粉料配制的表面层涂料致密性 表二
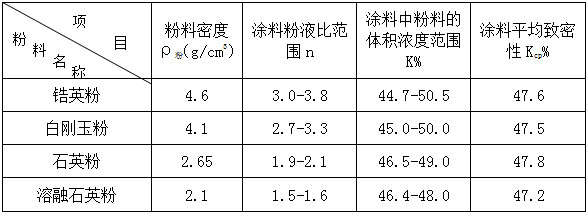
2.涂料粘度ηΦ4=50(S)(ηΦ6=40±5(S))
3.涂料平均致密性K=47.5%
由上可知:用K%值代表涂料的致密性比用n值更具代表性、通用性及可对比性。
5、稳定性(ρ涂或ρ液)
涂料的老化即稳定性恶化,实质是其中硅溶胶出现固态SiO2凝胶(失水或胶粒自发凝聚及24小时涂料连续搅拌和硅溶胶粒子的布朗运动的结果)。其硅溶胶溶液密度(ρ液)会增高。同时粉料中的杂质也会与SiO2反应使涂料密度ρ涂增高。国内外同行实践已证实,当ρ液由原1.21增至1.27g/cm3时,涂料开始老化(SiO2由30%增至35%)。型壳质量,强度及涂料工艺性能均会恶化,铸件表面缺陷增多,型壳易变形、漏裂。
通过测定ρ液的增高可以得知涂料是否“老化”。传统的离心分析法较费时,建议用测定涂料ρ涂值方法或通过公式(1)或(3)计算出涂料ρ涂及ρ液值的增高来判断“老化”的程度。既准确又实用。
实例“某锆英粉-硅溶胶面层涂料
n=3.7, ρ粉=4.6,ρ液=1.21增至1.27(g/cm3)时,其ρ涂按公式(1)计算
ρ涂1=2.88(g/cm3)(ρ液=1.21g/ cm3)
ρ涂2=2.95(g/cm3)ρ液=1.27 g/ cm3)
ρ涂2-ρ涂=0.07(g/cm3)
经过测定发现:正常生产时表面层涂料每日(24小时)其ρ涂会增高约0.02g/cm3,故4天后若不加新涂料,涂料开始“老化”。若每日补充加入占原涂料容积的1/4以上新涂料,则可长期使用,保持不“老化”(ρ涂及ρ液变化极小)【3】。老化的涂料不能用于各层涂料中但可倒入加强层(最后一层沾浆层)使用。
五、涂料工艺性能的控制方法及要点:
(一)控制方法
1.进厂前各类涂料用耐火粉料(锆英粉,高岭石粉等),应按批次(号)与标准硅溶胶(或本厂现生产用硅溶胶)配制成涂料并检测其工艺性能参数。锆英粉等表面层涂料用粉每批次最多5吨,过渡层或背层用高岭石粉每批次不超过10吨。每批次(号)应测定一次涂料工艺性能参数:必须符合表四中规定方准用于生产。
2.取100g±0.01硅溶胶,置于容积为250ML塑料杯内(有尖嘴出口)加入0.3g润湿剂(JFC等)及0.05g消泡剂。用玻璃棒充分搅匀,按粉液比(表三)由小到大,加入粉料,手工搅拌涂料至均匀。绘出n-ηΦ4曲线(图三)。分别测定各粉液比(n)时的各工艺参数:粘度ηΦ4,涂层(片)重G及涂料密度ρ涂值,通过公式(5)计算出涂层平均厚度值δ(见表三实例)。根据(表四)要求,正确选择δ,ηΦ4,n(K%)三项工艺性能要求。必要时在配料后,还须对个别性能进行“微调”。因每批次粉料粒度及级配不尽相同。
3.实例:某锆英粉-硅溶胶涂料的n-ηΦ4关系曲线。
(表三及图三) 表三
| n | 3.7 | 3.9 | 4.0 | 4.1 | 4.2 | 4.3 | 4.4 |
| ηΦ4 | 15 | 19 | 23 | 30 | 37 | 45 | 57 |
| G(g) | 1.34 | 1.56 | 1.67 | 1.69 | 1.89 | 2.03 | 2.05 |
| ρ涂g/cm3 | 2.855 | 2.895 | 2.934 | 2.935 | 2.952 | 2.964 | 2.986 |
| δ(mm) | 0.0611 | 0.0703 | 0.0746 | 0.0751 | 0.0833 | 0.0892 | 0.0893 |
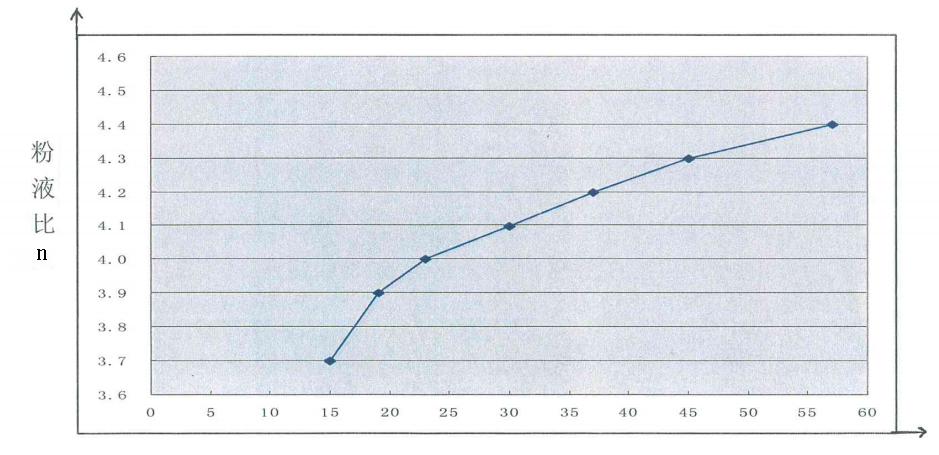
图三:n-ηΦ4关系图 涂料粘度ηΦ4(s)
由表三、图三可知:
(1) 当涂料粉液比n超过4.3时,粘度ηΦ4值急剧增高(表三中n由4.3提高至4.4时,ηΦ4增加12秒)故粘度的临界值ηΦ4=45(s),要求ηΦ4<η0Φ4。
(2) 本批次锆英粉配制的硅溶胶表面层涂料工艺性能应取以下参数进行生产:
ηΦ4=37-42(s),δ=0.0833-0.0892(mm),n=4.2-4.3(K=52.5-53.1%)本批次锆粉配制的涂料符合表四要求。必须指出,图三n-ηΦ4曲线是用手工搅拌试验得出与实际生产中在L型搅拌机内连续6-12小时搅拌其涂料工艺性能值略有差别。应以生产中数据为准。(有条件应配制小型L型搅拌机进行试验,两者误差会较小。)
(二)控制要点
1、表面层涂料对型壳(铸件)表面质量有直接影响,其日耗量也较背层少,最易“老化”变质,因而无论是新配之涂料或已使用过之涂料均应每日进行一次工艺性能测定。及时进行调正如补充失去之水分(用蒸馏水或净水加入)。若δ偏下限宜补加少量微粉(700-800目)。提高Zy值使δ增加。增大涂料粘度ηΦ4的方法也能提高δ值,但必须保证ηΦ4不超过临界值。(ηΦ4≤η0Φ4)否则涂料中的粉料间有固体摩擦,Zy会急剧增大,流动性恶化。
2、背层涂料日耗量大,不易“老化”但仍定期检测工艺性能在生产大件时不应为提高型壳强度或减少型壳层数而用高粘液的涂料。由于背层多用200目的粗高岭石粉,微粉含量W0只有20%-30%,提高粘度ηΦ4,δ极少增高<粘液从原15(S)提高到35(S)其δ值几乎未增大>,而涂料由于µΦ4提高流动性下降,往往由于涂层堆积造成“裂壳”及“穿钢”。同理,加入少量细粉,提高W0%值可增大δ值,效果更好,最后几层可撒10/20目粗砂,用于10Kg以上大件背层型壳最理想,强度高透气性也好。
六、典型硅溶胶型壳涂料工艺性能参数(推荐值) 表四
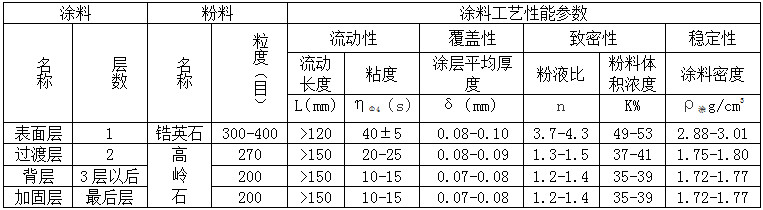
注:(1)粉料粒度:应用“激光颗粒度分析仪”测定(辽宁省丹东市仪器仪表研究所,GSL-101BI型)。
(3) 粉料粒度要求:(µm) 表五
| 名称 | 粒液(目) | DV90 | DV50 | DV98 | DV84 | W0% |
| 锆英粉 | 300-400 | 50-28 | 8-15 | 60-40 | 40-20 | 40-60 |
| 高岭石粉 | 270 | 63-50 | 15-20 | 80-63 | 50-40 | 30-40 |
| 200 | 80-63 | 20-25 | 100-80 | 40-30 | 20-30 |
注:(1)粒度判断以DV90,DV50及W0%为主要依据,DV98,DV84为参考项目。【4】
(2)表中锆粉DV90——指粒径小于50-28µm的粒径(质量或颗粒数)占总数的90%以上。
DV50¬——指粒径小于8-15µm的或颗粒数占总数的50%,大于8-15µm的占50%(即称中位径)
W0%——粒径小于0.2-10µm的粉料质量累积数。
(2)表中锆粉DV90——指粒径小于50-28µm的粒径(质量或颗粒数)占总数的90%以上。
DV50¬——指粒径小于8-15µm的或颗粒数占总数的50%,大于8-15µm的占50%(即称中位径)
W0%——粒径小于0.2-10µm的粉料质量累积数。
参考文献
【1】精密铸造实用技术 山屋洋树(日本) 许云祥编译
【2】熔模铸造培训班教材 上海交大编
【3】熔模铸造涂料工艺性能的控制 籍君豪 (清华大学精铸培训班讲义)
【4】有关熔模铸造型壳耐火材料标准的若干意见和建议
第十二届精铸年会论文集 籍君豪 王存军等
【5】提高涂料致密性是改善精铸件质量的有效途径
第十三届精铸年会论文集 籍君豪 姚佳斌
【6】涂料流动性测定的新方法¬——流动长度法
铸造 1983年 籍君豪 倪荣福等